Машина для поперечной резки материала с роля
( листорезка, флаторезка )
QD - 350-420-600
Инструкция по эксплуатации
Содержание:
Глава № 1. Введение.
Глава № 2.Основные технические характеристики.
Глава №3. Техника безопасности.
Глава №4. Установка листорезальной машины.
Глава № 5. Описание флаторезки - листорезки и назначение.
Глава №6. Описание контрольной панели управления.
.Глава №7. Настройка листорезальной машины.
Глава № 8. Возможные неисправности и способы их устранения.
Глава №9.Устранение неполадок.
Глава№10 Способ замены и настройки ножа.
Глава №11. Техническое обслуживание.
Глава № 12. Схема заправки материала.
Глава№ 1. Введение.
Листорезальная машина QD 420 – предназначен для резки ножом различных материалов. В машине применяется микрокомпьютерное управление, это сочетается с высокой степенью автоматизации, легкого управления и настройки, высокой точностью резки. При работе листорезальная машина осуществляет стабильную подачу, сбалансированное натяжение полотна, счетчик продукции, звуковой сигнал ошибки и датчик слежения за меткой.
Глава№2. Основные технические характеристики листроезальной машины серии QD:
Модель QD 420
Ширина материала, (мм) 30 - 420
Длина резки, (мм) 50-700
|
Точность резки, (мм) (+-)0,3 |
|
Максимальная ширина, (мм) 350 |
|
Производительность, (шт/мин) 30/180 |
|
Мощность,( Квт) 3,5 |
|
Подключение к источнику питания (одна фаза, -220 вольт, 50 HZ).
|
Глава № 3. Техника безопасности при работе листроезальной машиной серии QD.
Инструкция по эксплуатации содержит важную информацию о том, как правильно и безопасно работать на машине с наибольшей эффективностью. Соблюдение Инструкции поможет избежать опасности, уменьшит стоимость ремонта и время простоя, увеличит срок службы и надёжность флаторезки - листорезки. Любой работник, приступающий к работе на машине, обязан изучить Инструкцию. Инструкция должна быть всегда доступна обслуживающему персоналу при использовании флаторезки - листорезки.
Эта листорезальная машина спроектирована в соответствии с последними стандартами и известными правилами по безопасности. Тем не менее, могу случиться травмы, соблюдайте все Инструкции по безопасности.
Эта листорезальная машина должна использоваться только в соответствии с её назначением и Инструкцией, это поможет избежать поломок флаторезки - листорезки и травм, а также порчи материала. Перед началом работ проверьте знание требований раздела по безопасности и хорошее знание Инструкции. Это особенно относится к персоналу, который работает периодически на машине, например, во время установки или обслуживания.
В целях безопасности, длинные волосы должны быть завязаны сзади или убраны под берет. Одежда должна быть плотно подогнана. Во время проверок и обслуживания только компетентный персонал может выполнять работы на электрических системах или электромеханическом оборудовании в сопровождении инженера – электрика, если необходимо. Если электрический шкаф, маркированный предупреждающими надписями, необходимо открыть, пожалуйста, отключите вначале сетевое питание. После полной остановки флаторезки - листорезки откройте электрический шкаф и выполните проверки. После завершения проверок, верните крышки на место и включите питание, если это требуется.
Глава№4. Установка листорезальной машины.
После получения флаторезки - листорезки пользователь должен проверить комплектность и отсутствие повреждений флаторезки - листорезки и запасных частей. Избегайте резких ударов при перемещении или подъеме флаторезки - листорезки на место установки. Рым-болты, расположенные в верхней части, станины могут использоваться для подъема флаторезки - листорезки. Используйте уровень для выравнивания флаторезки - листорезки в продольном и поперечном направлении ошибка не должна превышать 0,1 мм.
Минимальное расстояние от стен или другого оборудования должна быть не менее 1 м, что позволит избежать несчастного случая по причине неровного пола или скученности оборудования.
Недопустимо устанавливать машину вблизи источников электромагнитного излучения, таких как станции распределения энергии или трансформаторы.
Убедитесь в том, что каждая деталь правильно установлена и надежно закреплена. Смажьте маслом движущиеся детали, каждое отверстие для масла, подшипники, шестерни. Проверьте исправность каждого контура и его подключение к цепи питания. При работе на холостом ходу проверьте каждый узел на отсутствие эффекта блокировки и постороннего шума, проверьте правильность направления вращения основного двигателя.
Ознакомьтесь с рабочими функциями каждого
переключателя флаторезки - листорезки и
измерительного
прибора на пульте управления.
Перед пробным запуском удалите антикоррозионную смазку и очистите каждую деталь. Проверьте, прочно ли затянуты винты и гайки во всех частях. Кроме того, смажьте все различные вращающиеся детали и вручную проверните машину, выполнив несколько циклов. Если все нормально, и листорезальная машина может работать ровно, включите электропитание и выполните пробный запуск флаторезки - листорезки. После холостого прогона в течение некоторого времени, если все нормально, то можно запускать машину в эксплуатацию.
ПРИМЕЧАНИЕ
Не используйте данный микроконтроллер, там где температура ниже 20ºС или выше 60ºС, иначе это приведет к поломке микроконтроллера. Также не использовать микроконтроллер в условиях влияния электромагнитных полей.
ВНИМАНИЕ: ОБЯЗАТЕЛЬНО ОБЕСПЕЧЬТЕ ЗАЗЕМЛЕНИЕ СТАНКА ДО ЕГО ПУСКА!!!
Глава №5 Описание флаторезки - листорезки и назначение.
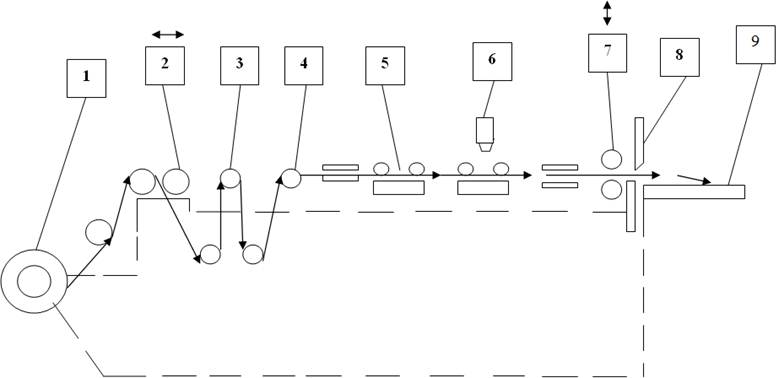
Конструкция флаторезки - листорезки: отличается простотой, рациональной компоновкой и состоит из следующих узлов: (см. рис.№1)
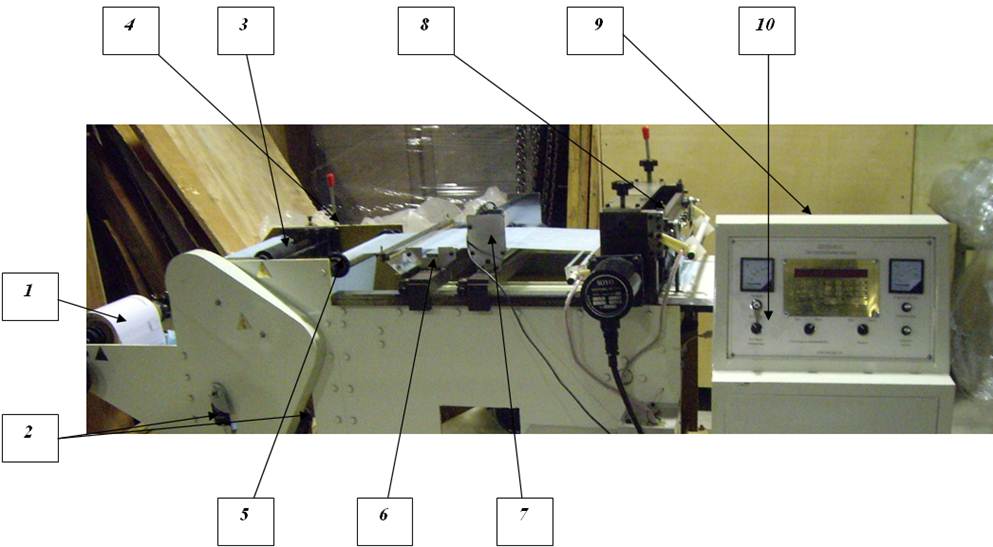
Рис.№1
Поз.№1Размоточный вал.
Поз.№2 Дансинг-ролл - натяжение материала и управление двигателем размотки.
Поз.№3 Тянущий (прессовый) вал.
Поз.№4 Рычаг прижима-отжима прессового вала.
Поз.№5Фрикционный вал с направляющими.
Поз.№6 Продольная приводка.
Поз.№7 Механическая каретка для передвижения вперед/назад с фото -электрический датчиком.
Поз.№8 Нож.
Поз.№9 Приемный стол.
Поз.№10 Пульт управления.
5.1 Секция размотки листроезальной машины серии QD.
Рулонный материал крепится на размоточном валу. Закрепление материала и вала на машине осуществляется вручную. Система размотки имеет устройство регулирования натяжения (с помощью фрикционной муфты). Натяжение осуществляется таким образом, чтобы натяжение материала было оптимальным для протяжки материала и в тоже время, чтобы материал не провисал - т.к. это может привести к нестабильной протяжке.

Рис.№2
5.2 Секция резки листроезальной машины серии QD.
Эта секция состоит из ножа (поз.№1, рис.3) и резинового вала (поз.№2 ,рис.3). Во время работы нож осуществляет движение вверх – вниз синхронно со всей листорезкой. Прессовый вал прижимает материал в процессе резки к резиновому валу. Давление прижима прессового вала к валу регулируется при помощи ручек - маховичков (поз.№3, рис.3)за счёт поджима пружин.
Внимание!!! Не надо делать давление слишком большим. Давление настраивается согласно характеристикам используемого материала и гарантии качественного реза готовой продукции.

Рис.№3

Рис.№4
5.3Секция работы с материалом по «метке».

Рис.№5
Поз.№1-лампа – индикатор
Поз.№2- ручка настройки чувствительности фотоэлемента.
Чувствительность ф/элемента настраивается для считывания цветового кода. Лампа – индикатор выключена.
При движении цветового кода лампа-индикатор загорается. Лампа включается по часовой стрелке, выключается против часовой стрелки.
Глава№6. Описание контрольной панели управления листорезальной машины QD-серии .

Рис.№6
Контрольная панель управления (см. рис.№6) состоит из следующих позиций:
Поз.№1 Питание: включение – выключение питания.
Поз№.2 Вольтметр для индикации напряжения источника питания.
Поз.№3 Включение – выключение рабочей панели контроллера.
Поз.№4 Рабочая панель контроллера.
Поз.№5 Включение – выключение двигателя подачи материала .
Поз.№6 Потенциометр регулировки скорости двигателя подачи материала .
Поз.№7 Потенциометр регулировки рабочей скорости станка.
Поз.№8 Индикатор скорости работы станка.
6.1 Рабочая панель контроллера листорезальной машины QD-серии.

Рис.№7
Поз.№1 Окно «Длина» показывает установку длины изделия и помогает производить ее контроль: состоит из 4-8 сегментов, длина изделия может быть от 1мм – до 9999мм с шагом изменения 1 мм. Если производится «чистый» продукт, реальная длина продукции равна установленной длине продукта. А если производится продукция из запечатанной бумаги, то реальная длина продукции равна установленной длине + поправка на расстояние от оптического датчика.
Поз. №2 Окно «Скорость» показывает ускорение материала и изменение скорости при протяжке: состоит1-8 сегментов, для установки шагового двигателя, 0 – самый низкий показатель скорости, 9- самый высокий, можно установить во время работы флаторезки - листорезки.
Поз.№3 Окно «Текущей скорости» показывает контроль линейной скорости материала: состоит из 3-8 сегментов, если процесс в действии на дисплее отображается текущая скорость.
Поз.№4 Окно «Счетчик» позволяет производить контроль количества продукта и устанавливает заданное количество в партии.
Поз.№5 Кнопка «Сброс» производит сброс счетчика.
Поз.№6 Кнопка «Очистка» производит возврат к начальным настройкам.
Поз.№7 Кнопка «Установка» позволяет выбирать и вводить в память параметры необходимые для работы : нажмите один раз “SET”, чтобы войти в функцию 01- регулировка длины продукции и скорости работы двигателя. Функция 01 отличается от других функций, код 01 не отображается на дисплее. Каждый раз нажимая “SET” функции кода, возрастают на 1 единицу, далее можно изменять другие параметры:
Функция 02-установка количества продукции в партии. Сигнал сработает, когда таймер покажет необходимое число. Данные группы можно менять только во время остановки.
Функция 03-установка паузы во время работы. Показатель паузы можно изменить только после остановки.
Функция 04- установка диаметра ведущего ролика. Единица измерения роликов – мм. Диаметр роликов можно изменить только во время остановки.
На дисплее отображаются не только коды функционирования, но и коды ошибок:
Код ошибки: Е01 – ошибка инициализации данных.
Код ошибки: Е 02 – ошибка, при работе на пульте управления.
Подробное описание выше указанного, смотрите в приложении А.
![]()
![]() Поз.№8 «а» и №8 «б». Кнопки «← →»
позволяют выбирать регистр настроечного окна.
Поз.№8 «а» и №8 «б». Кнопки «← →»
позволяют выбирать регистр настроечного окна.
Поз.№9 Кнопки « » используется, чтобы увеличить или уменьшить значение на 1 единицу.
Поз.№10 « Шаг вперёд» и поз.№11 «шаг назад». Кнопки управления пошаговой работы двигателя в прямом или в обратном направлении.
Поз.№12 Кнопка «Старт » кнопка включения флаторезки - листорезки на рабочий ход
Поз.№ 13 Кнопка «Стоп « - »= кнопка остановки флаторезки - листорезки. (Когда остановка происходит без проблем, то загорается индикатор зелёного цвета, а если произошла ошибка, то загорается индикатор красного цвета).
Поз.№14 «Б/М» используется, для варьирования между двумя способами настройки: быстрый способ управления, и медленный (не использовать при производстве прозрачного материала). Быстрый способ – используется для рабочего процесса. Медленный способ – в целях тестового (пробного) процесса.
Поз.№ 15. «П/С» : используется для того, чтобы выбрать вид выпускаемой продукции (пленка или «самоклеющаяся бумага»).
Поз.№16 «Б/Ч» выбора режима работы датчика метки. (Кнопка предназначена для переключения между режимами цветных или белых материалов.)
Приложение А: Коды режима работы и ошибок листорезальной машины QD-серии.
|
Код режима работы |
Детали |
|
F 02 |
Установка параметра «Групповое производство» |
|
F 03 |
Установка паузы |
|
F 04 |
Установка диаметра ролика |
|
Код ошибки |
|
|
Е 01 |
Заданные данные утеряны |
|
Е 02 |
Ошибка управления |
6.2 Описание дублирующих кнопок на приемном столе листорезальной машины QD-серии.

Рис.№8
Глава №7. Настройка листорезальной машины серии QD.
7(а). Подготовка флаторезки - листорезки к пуску.
1 ) Перед тем, как приступить к работе с листорезкой, ознакомьтесь в деталями и узлами флаторезки - листорезки, а также с ее функциями и порядком работы.
2) Листорезальная машина должна находиться в чистом и смазанном состоянии. Убедитесь в исправности и надежности крепления всех узлов и деталей, проверьте подключение заземления.
3) Электрический пульт управления находиться на правой стороне станка. Подключите листорезальную машину к источнику питания (одна фаза, -220 вольт, 50 HZ).
4) После подключения к источнику питания, поверните последовательно по часовой стрелке кнопки «включение питания» (поз.№1,рис.№6), «включение компьютера» (поз.№3,рис.№6),«включение подачи» (поз.№5,рис.№6). Поверните кнопку «регулировка скорости двигателя подачи» (поз.№6, рис.№6 ), против часовой стрелки до упора и затем нажмите кнопку «Старт» (поз.№12,рис.№7).Поверните кнопку регулирующего сопротивления «регулировка скорости главного двигателя» (поз.№7, рис.№6), и установите скорость главного двигателя привода ножа на уровень 60 об/мин. При получении аккуратного и без заусениц края обрезки готового изделия можно увеличить скорость главного двигателя. При наличии необычных шумов необходимо остановить машину и проверить источник шума, давление, положение: исключив, все перечисленные факторы, можно осуществить повторный запуск флаторезки - листорезки. Через 5-10 минут работы станка в холостом режиме, при отсутствии каких-либо механических шумов нажмите кнопку «Стоп» (поз.№13, рис.№7). Если необходимо отключить электропитание, то поверните последовательно все переключатели против часовой стрелки (т.е. в обратной последовательности, как при включении.)
5) Заправьте материал по схеме (см. Схему заправки материала). Нажимайте кнопки: «шаг вперед» (поз.№10,рис.№7) и «шаг назад» (поз.№11,рис.№7) для перемещения материала.
7(б). Эксплуатация листорезальной машины серии QD
![]()
![]() 1) Нажмите кнопку Установка / Сохранение настроек (поз.№7, рис.№7),
нажмите кнопку, на дисплее появиться функция F01=«длина».
Нажимайте клавиши и для настройки длины.
1) Нажмите кнопку Установка / Сохранение настроек (поз.№7, рис.№7),
нажмите кнопку, на дисплее появиться функция F01=«длина».
Нажимайте клавиши и для настройки длины.
2) Далее повторным нажатием кнопки, «Установка» - устанавливается функция F02=«количество» и функция F03=«пауза».
![]()
![]() 3) Нажмите кнопку Скорость, на дисплее появиться «s», затем нажимайте кнопки и для настройки
рабочей скорости мотора.
3) Нажмите кнопку Скорость, на дисплее появиться «s», затем нажимайте кнопки и для настройки
рабочей скорости мотора.
4) Один раз нажмите кнопку: «Б/М» (поз.№14,рис.№7) = (быстрый-медленный способ) для перехода между этими режимами (смотрите на индикаторную лампу). Установите пробный способ, т.е. медленный.
5.) Один раз нажмите кнопку: «П/С»( поз.№ 15, рис.№7)= (метка/ без метки) для перехода между этими режимами (смотрите на индикаторную лампу). Отрегулируйте положение резки и настройте фотоэлектрический глаз на цветовую метку (выберите метку с контрастным цветом или прямую тонкую линию). Затем настройте потенциометр фотоэлектрического глаза. Когда зеленая цветовая точка будет направлена в полукруг метки, загорится индикатор на фотоэлектрическом глазе.
5) Один раз нажмите кнопку: «Б/Ч» (поз.№16, см. рис.№7) =(белый / черный режим работы) - для переключения между режимами (смотрите на индикаторную лампу).
6) После ввода заданных значений нажмите кнопку «Старт» (поз.№12,см. рис.№7). Листорезальная машина начнет делать изделия с маленькой скоростью. После того, как листорезальная машина сделает несколько образцов, нажмите кнопку « Стоп» (поз.№13, см. рис.№7). Произведите проверку заданной длины образцов с помощью линейки.
7) Нажмите кнопку: «Б/М» (поз.№14,рис.№7) для перехода в быстрый режим работы.
8)Поверните регулятор рабочей скорости в положение «быстро» (поз.№ 8, рис.№6). Если при изготовлении изделий листорезальная машина делает грубые ошибки, то поверните регулятор рабочей скорости в положении «медленно». Если в промежутке вы услышите звуковой сигнал, это означает, что цветовой код не тестировался для конкретной длины. Если ошибка грубая, то машину нужно остановить для настройки.
9)Листорезальная машина просигнализирует за 5 штук до изготовления тиража, и когда показания счетчика совпадут с заданными данными - листорезальная машина остановится. Для продолжения работы нажмите кнопку «очистка» (поз.№6, рис.№7) и далее нажмите кнопку «Старт» (поз.№ 12,рис.№7) - листорезальная машина начнет опять работать в заданном режиме.
10) Если скорость главного мотора слишком большая, и листорезальная машина не успевает вовремя отмечать протянутый материал, то на экране высветится «Превышение Скорости». Раздастся звуковой сигнал, и листорезальная машина остановится в положении с поднятым ножом. В этом случае вы должны либо уменьшить скорость вращения основного мотора, либо отрегулировать скорость подающего устройства, чтобы материал подавался быстрее. Затем нажмите кнопку сброса. Далее нажмите кнопку « Стоп» (поз.№13, рис.№7), настройте листорезальную машину, а затем нажмите кнопку «Старт» (поз.№12, рис.№7), листорезальная машина должен начать производить изделия нормально.
11) При получении аккуратного и без заусениц края обрезки готового изделия можно увеличить скорость главного двигателя. При наличии необычных шумов необходимо остановить машину и проверить источник шума, давление, положение. Исключив - все перечисленные факторы, можно осуществить повторный запуск флаторезки - листорезки. Необходимо поддерживать равновесие между резкой ножа и скоростью главного двигателя (т.е. скоростью ножа), скоростью подачи вперед (т.е. ровный материал или нет), скоростью подачи назад, поскольку данный фактор сказывается на качестве продукции.
12)Настройки ширины пакета классифицируются по скоростным уровням двигателя (см.приложение Б).
Установите исходные данные с помощью скоростного уровня, в соответствии со следующими включенными в список данными:
Приложение Б
|
Настройка длины изделия: |
Скоростной уровень двигателя: |
|
30-100мм |
0-2 |
|
100-150мм |
2-4 |
|
150-200мм |
4-6 |
|
200-250мм |
5-7 |
|
Свыше 250 |
6-9 |
Глава № 8. Возможные неисправности листроезальной машины серии QD и способы их устранения.
А) Заусеницы .
Причина: неплотное прилегание ножа.
Способ устранения: увеличьте усилие среза ножа.
.
Б) Размер отрезанного материала.
1)«Различный размер без печати»:
1) Различный размер: слишком высокая скорость шагового двигателя или ослаблен ремень.
Способ устранения: уменьшите скорость вращения двигателя, проверьте натяжение ремня.
2) Слишком малый размер продукции: слишком слабый шаговый двигатель или слабая пружина.
Способ устранения: отремонтируйте и замените привод, затяните пружину, настройте скорость подачи назад.
3) Различный размер идущих подряд изделий: неправильная настройка компьютерной системы, выход из строя компьютера.
Способ устранения: отремонтируйте или замените компьютер.
2)«Различный размер с печатью»:
1Причина: неточное отслеживание материала.
Способ устранения: настройте фотоэлемент.
2Причина: неправильная длина выпускаемой продукции.
Способ устранения: отрегулируйте длину.
В) Неплотное прилегание стороны материала при резке.
Причина: ослаблено прижимное давление прессового вала.
Способ устранения: Отрегулируйте давление прижимной пружины прессового вала
Причина: непрямое расположение ножа.
Способ устранения: отрегулируйте положение ножа.
Причина: некачественный материал.
Способ устранения: замените материал.
Глава №9 Устранение неполадок листроезальной машины серии QD.
|
Общий сбой |
Метод устранения |
|
1.Не работает главный механизм |
1.Проверьте предохранитель. 2.Проверьтеконтактную группу и убедитесь, что тепловой прерыватель в норме. 3.Проверьте сигнал и исправность схемы подключения. 4.Проверьте защиту преобразователя частоты. 5.Проверьте подключение к электросети.
|
|
2. Листорезальная машина не останавливается или не может остановиться в процессе работы. |
1.Проверьте, что все индикаторы на рабочей панели контроллера включены. 2.Проверьте панель управления, она должна быть отрегулирована и хорошо закреплена.
|
|
3. Двигатель не вращается, либо имеются посторонние звуки |
1. Проверьте подключение привода ведущего двигателя и убедитесь, что защищенные части хорошо соединены. 2. Проверьте ритм, направление сигнала привода. 3. Проверьте электрическое соединения и убедитесь, что двигатель не поврежден. |
|
4. Не правильная длина изделия (звук двигателя равномерный и без сбоев) |
1Проверьте давление подающего резинового вала, возможно, оно недостаточно. Проверьте синхронность работы привода.
|
|
Не правильная длина изделия ( звук двигателя не равномерный и двигатель работает с перебоями). |
Отрегулируйте скорость шагового двигателя, возможно, скорость очень большая. |
|
5. Не работает механизм подачи. |
1. Проверьте предохранитель двигателя привода подачи 2. Убедитесь, что переменный резистор в хорошем состоянии, проверьте, что панель управления не повреждена. 3. Убедитесь, что двигатель не поврежден. 4. Убедитесь, что контроллер скорости не поврежден. 5. Убедитесь, что датчик подачи не поврежден.
|
|
6. Изделия получаются в процессе резки разной длины.
|
Проверьте качество печати на материале. Если качество печати низкое ,то необходимо заменить материал. Проверьте настройку и чувствительность фотоэлектрического датчика. |
|
7. Невозможность перфорирования |
Возможно недостаточное давление. (проверьте давление воздуха при входе в регулятор давления (д.б. не менее 6 атм.) и исправность пневмо- клапана). |
|
8.Элиминатор статического электричества не работает |
Убедитесь, что переключатель на панели находиться в положении «вкл». Проверьте целостность проводки - при необходимости, отремонтируйте или замените её.
|
Приложение В: Монтаж силовых проводов к шкафу управления листроезальной машины серии QD:

Рис.№9
Глава №10. Способ замены и настройки ножа листроезальной машины серии QD.
Если в процессе производства станет понятно, что нож затупился и не может отрезать материал, то вы можете использовать плоский и мелкий оселок для легкой заточки лезвия вдоль его косого края. Если это не помогает, то вам придется снять нож и заточить его в соответствии с типом ножа. Затем поставьте нож обратно. Хорошо отрегулируйте верхний крепящий винт.
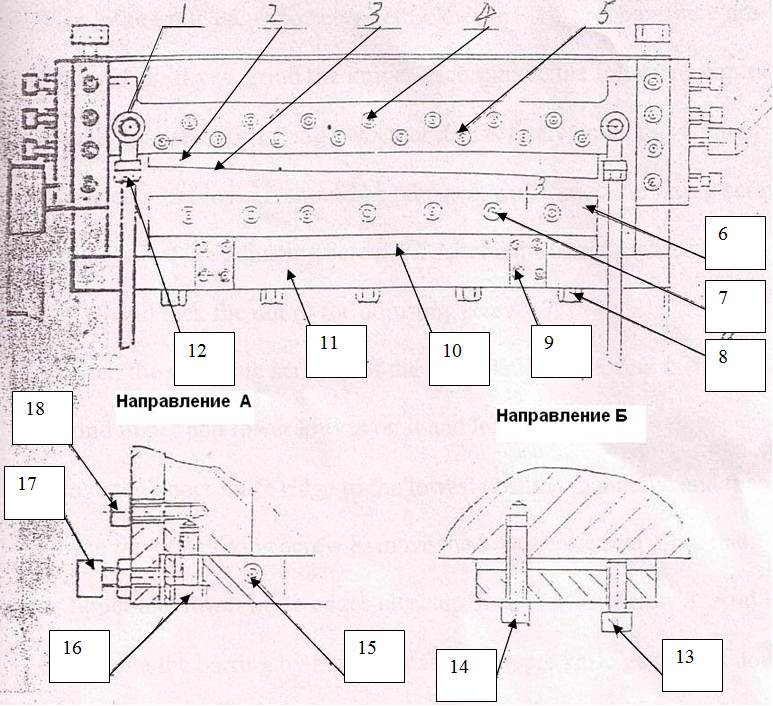
Рис.№10
ПОЗ.№1. Самоустанавливающиеся подшипники.
ПОЗ.№2. Верхний нож.
ПОЗ.№3. Верхнее ребро ножа.
ПОЗ.№4. Фиксирующий винт.
ПОЗ.№5. Настраивающий винт.
ПОЗ.№6.Нижний нож.
ПОЗ.№7. Фиксирующий винт.
ПОЗ.№8. Фиксирующий винт.
ПОЗ.№9.Фиксирующий винт.
ПОЗ.№10. Гнездо нижнего ножа.
ПОЗ.№11.Плита.
ПОЗ.№12. Контрогайка.
ПОЗ.№13. Настраивающий винт.
ПОЗ.№14. Настраивающий винт.
ПОЗ.№15. Отверстие для заполнителя.
ПОЗ.№ 16. Фиксирующий винт.
ПОЗ.№17. Настраивающий винт.
ПОЗ.№18. Закрепляющий винт.
Если что-то не в порядке с ножом после того, как листорезальная машина использовался длительное время, настройте его следующим способом ( см. рис.№10):
1. Поверьте остроту лезвий ножей на наличие засечек. Если засечки появились или лезвия затупились, то заточите ножи в соответствии с рисунком №11.
2. Проверьте ребро верхнего ножа, свободно ли верхний нож двигается по своему рельсу, не образовалось ли там зазоров. Если зазоры образовались, то нужно настроить нож. Сначала ослабьте фиксирующий винт (поз.№ 16), затем отрегулируйте винт настройки (поз.№ 17). После регулировки затяните винт ( поз.№ 16) и контргайку (поз.№ 17).
3. Ослабьте винт настройки ребра (поз.№ 5) верхнего ножа. Затем зафиксируйте верхние и нижние ножи на нем и закрепите их.
4. Вручную пододвиньте ребро верхнего ножа в самую нижнюю позицию, затем ослабьте фиксирующий винт плиты (поз.№ 8). Подвиньте гнездо нижнего ножа (поз.№ 10) так, чтобы ребра верхних и нижних ножей сомкнулись. Затем затяните винт (поз.№ 8). Вручную пододвиньте валик так, чтобы верхний нож один раз сходил вверх и вниз. Если верхний и нижний ножи соприкасаются, то ослабьте винты настройки (поз.№ 13,14). Если расстояние между ними слишком большое, настройте их в соответствии с методом настройки, и затем используйте пленку для тестирования.
5. Если есть участок на материале, который не может быть отрезан, настройте винт (поз.№ 5). Начните с одной стороны и затем регулируйте винт до того положения, пока не добьетесь качественного среза.
6. Для продления срока службы станка, необходимо его часто смазывать.
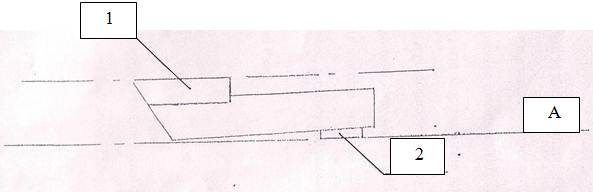
Рис.№11
Заточка ножей показана на рисунке №11.
Подложите железную прокладку (поз.№ 2) под нож так, чтобы лезвие ножа поз.№ 1 было параллельно базовому уровню А.
Глава №11. Техническое обслуживание листроезальной машины серии QD.
Для того, чтобы обеспечить нормальную работу флаторезки - листорезки, продлить ее срок службы, чрезвычайно важно выполнять качественное техническое обслуживание.
Работа флаторезки - листорезки в условиях сухого трения строго запрещена.
Распыляйте соответствующее количество смазочного масла на систему шестерен дважды в смену, и запускайте машину для обкатки, чтобы она двигалась равномерно. Сотрите масло, оставшееся на не смазываемых деталях. Периодически производите проверку натяжения ремней и при необходимости - подтягивайте их.
Повторно затягивайте фиксаторы после определенного периода эксплуатации.
Все подвижные части станка и подшипники должны смазываться каждую смену. Также необходимо регулярно чистить листорезальная машина. Это необходимо для производства качественного продукта.
Не допускайте попадания механического масла на резиновые валы во избежание деформации, которая влияет на точность реза. После остановки флаторезки - листорезки резиновый вал и стальной вал должны быть разъединены. Каждый стальной вал и каждая стальная деталь должны периодически протираться во избежание коррозии и загрязнения. Следите за размоткой материала и регулируйте должным образом натяжение, чтобы достичь необходимой степени натяжения и идеальную резку материала.
Периодически производите чистку накладки «ферродо» (поз.№1, рис.№2) на размоточном валу и на валу дополнительного натяжения материала (это необходимо делать, когда регулировка натяжения дает слабый эффект). Для этого, открутите гайку, снимите пружин и фланец с накладкой «ферродо». После чистки произведите сборку в обратном порядке.
Глава№12 Схема заправки материала листроезальной машины серии QD.
Поз.№1Размоточный вал.
Поз.№2 Тянущий (прессовый) вал.
Поз.№3 Дансинг-ролл.
Поз.№4 Фрикционный вал с направляющими.
Поз.№5 Продольная приводка.
Поз.№6 Механическая каретка для передвижения вперед/назад с фото -электрический датчиком.
Поз.№7 Тянущий (прессовый) вал.
Поз.№8 Нож.
Поз.№9 Приемный стол.