Технология высечки – общее, виды высечек и оборудования для них. Часть первая.
Высечкой пользуются, когда прямые разрезы в одноножевой бумагорезальной машине («гильотине») просто не позволяют получить желаемую форму. Среди продукции, которая требует обработку методом высечки, можно перечислить картонные коробки, конверты, папки с карманами, печатные изделия с окошками, а также сложные рекламно-пропагандистские издания. Все методы высечки выполняет высекальный пресс, оснащённый ножом, высечной плитой или штампом, который по контуру высекает (вырезает, обрезает, штанцует) оттиск, картон или любой другой материал.
В процессе высечки можно производить более усложнённые вырезки по сравнению с другими процессами резки. В результате этих процессов получаются несимметричные разрезы, обрезы в край с внутренней стороны страницы, формирование заготовок картонных коробок, этикеток, кольереток, упаковки и книжки-игрушки. Процесс высечки можно использовать как для функциональных, так и для декоративных целей. Для упаковочной коробки для пиццы высечкой можно изготовить трёхмерную, функциональную коробку, которая сохраняет, защищает и изолирует пиццу. Ступенчатая вырубка в записной книжке, сделанная при помощи обработки высечкой, помогает быстро расположить необходимую информацию в определённом порядке. В папках с карманами содержатся ценные рекламные листки, не переплетённые в виде брошюры или книги.
Высечку можно также использовать для декоративных целей. Высеченные окошки на отчётах могут улучшить профессиональное оформление продукта. Коммерческие брошюры и информационные листки в процессе высечки сразу же принимают товарный вид и выглядят очень эффектно для всестороннего использования.
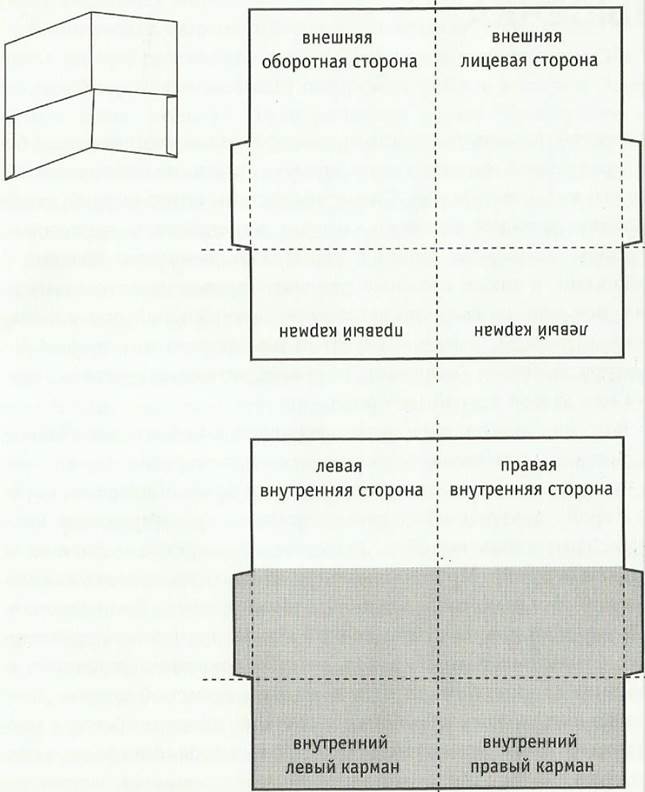
Рис. 4.1. Плоская раскладка папки с карманами. Заштрихованная часть на внутренней стороне не будет видна после загиба последней полосы.
Когда применяется высечка
Высечка, как правило, всегда дороже, чем разрезка при помощи «гильотины», потому что производится с использованием специального сложного режущего инструмента и на специализированном оборудовании. Даже когда делается обработка при помощи ручной высечки, процесс обычно происходит медленнее. Таким образом, высечка сохраняется для ситуаций, когда нельзя производить обработку традиционными методами разрезки и обрезки - это случаи непрямой вырезки.
В следующих случаях требуется высечка:
♦ кривые линии;
♦ углы менее чем 90°;
♦ большинство углов более 90°;
♦ внутри углов в 90°;
♦ вырубка окна или другой полости в поверхности бумаги.
Если вы проектируете папку с карманами, вы должны предусмотреть полоски с клеевым слоем в проекте для сохранения кармана. Полоски будут загибаться у края кармана. Прежде чем отогнуть и склеить полоски, их необходимо разрезать и заштриховать. Полосы нельзя резать на «гильотине»; к ним необходимо применить обработку высечкой на специализированном оборудовании.
Рис. 4.2. Внешняя вырезка (показана как непрерывная линия) может быть сделана при помощи одноножевой бумагорезальной машины «гильотины». Внутренняя вырезка (показана пунктирной линией)требует высечки.
Рассмотрим вариант, когда из плоской полосы формируется кодовый стоп- знак. Так как его углы составляют более 90°, можно создать простой штамп-шаблон и отрезать на бумагорезальной машине кромку. Штамп сделан из дерева и позволяет оператору выровнять бумагу под нужным углом перед разрезкой ножом в бумагорезальной машине. В ходе маркетинга можно определить, что высечка стоит дороже, но в данном случае оба метода приемлемы для обработки.
Если, с другой стороны, вы задумали создать большую плоскую полосу в форме буквы L, этот процесс изготовления потребует высечки. Несмотря на то, что все углы формы буквы L имеют 90°, не видно также ни кривых линий, ни окон, а внутренний вырез имеет 90° (в реальности 270 градусов); в том месте, где соединяются две линии, необходимо произвести высечку. В данном случае делается специальная высечка, которая действует подобно ножу, отрезающему полосу целиком за один раз.
При сгибании таких сложных форм, как конверты или картонные коробки, получаются прямоугольники, точную резку которых совершает бумагорезальная машина. Перед загибом, тем не менее, эти сложные формы обычно требуют высечки.
Так как существуют буквально тысячи различных типов и форм картонных коробок, почти что каждая из них требует особой высечки.
Одновременно с высечкой материала полезно производить его биговку. Для толстого материала, такого как картон, бигов- ка необходима для облегчения сгибания и улучшения его качества. Обычно картонная коробка высекается по своему периметру, а элементы, подлежащие сгибу, бигуются. При высечке должны быть соблюдены правила как биговки, так и резки; специалист по высечке комбинирует режущие и биговочные стальные полосы при изготовлении штампа.

Рис. 4.3.
Перед тем, как согнуть элементы конверта, придав ему окончательную форму,
необходимо произвести высечку конверта из плоского печатного листа.
Операция высечки
Процесс высечки осуществляется несколькими способами. Изготовление штампов из стальной линейки (острых стальных полос необходимой конфигурации, вделанных в деревянную основу штампа) является одним из самых распространённых способов проведения процесса высечки с использованием специального сорта бумажного картона, называемого прессованным картоном.
Штампы из стальной линейки можно также изготавливать в ротационной форме для больших прессов, обрабатывающих коробочный картон. Ротационные штампы из стальной линейки изготовить труднее, но скорость обработки на таких штампах намного выше.
Высечка продавливанием похожа на детскую игру Play-Doh - штамп открыт с двух сторон, и большое количество листов бумаги (привертка) проталкивается через него. Привертка из листов бумаги силой продавливается сквозь высечной штамп, имеющий формы фигурной трубы, и после высечки принимает форму высечного штампа. Это самый распространённый метод формирования конвертов, этот же метод применяется и для изготовления некоторых наклеек, этикеток, контрэтикеток и кольереток.
Ротационная высечка функционирует так же, как и высечка при помощи ротационных штампов из стальной линейки, но представляет собой базовую форму, которую используют на рулонных офсетных печатных машинах. Эта технология обычно используется на узкорулонных печатных машинах. На этих машинах обычно изготавливают этикетки и наклейки методом тиснения или флексопечати на самоклеящемся материале. Изготовленные продукты высекаются рицовкой (надрезается только от верхнего слоя до клеевого слоя), а отходы (облоя) отделяется и, как правило, наматывается отдельно в рулон.
Другие методы также используются для высечки. При выполнении чрезвычайно сложной работы можно использовать лазер. Лазерами можно произвести разрезы, требующие тщательной разработки, например, для поздравительных открыток и для других сложных изделий. Тем не менее, обработка лазером производится очень медленно, и поэтому её используют при коротких тиражах или же когда дизайн является достаточно сложным и его выполнение при помощи традиционной высечки невозможно. В других специальных методах применения высечки используют нагревание или ультразвуковые элементы для фигурного вырезания нестандартного материала.
Изготовление высечных штампов из стальной линейки
Стальная линейка является самым распространённым видом ножей плоской высечной формы. Стальная линейка обеспечивает выгодную и быструю подготовку высечной формы, а также многосторонность её использования. Штампы из стальной линейки дешевле и эффективнее в работе по сравнению с другими штампами высечки. Очень часто их используют для биговки картона, рифленой и другой коммерческой продукции рыночного уровня.
Высечку при помощи штампа из стальной линейки можно производить как в плоской, так и в ротационной форме. Штампами высечки из стальной линейки можно пользоваться постоянно для повторной обработки такой продукции, как, например, упаковка. Штампы из стальной линейки необходимо заменять, когда они затупляются или повреждаются, обычно во время вытаскивания линейки из деревянной основы штампа; при этом сам штамп не требует переделки.
Процесс изготовления штампов высечки из стальной линейки часто завершается вручную, несмотря на то, что некоторые фазы данного процесса автоматизированы. В зависимости от дизайна можно использовать любую комбинацию стальных линеек. Самым распространённым методом является расположение режущей линейки по периметру полосы, а внутренних биго- вочных линеек для удобства сгибания. В зависимости от сложности даже маленький штамп может потребовать нескольких часов для его изготовления.
Штампы из стальной линейки имеют размер 0.5 дюйма, а из клеёной фанеры или прессованного картона 0.625 дюйма, который производится специально для этой цели, чтобы не произошёл процесс его скручивания или деформации. Стальные режущие, биговочные и/или перфорационные линейки монтируются в деревянной основе (плите или цилиндре) штампа.
Высечные ножи из шальной линейки вставляются в основание штампа обычно вручную. Мастер по высечке вырезает тонкий контур на деревянной основе штампа, куда и будут вставлены стальные и биго- вочные линейки. Лазер и ЧПУ (числовое программное управление) автоматически управляют этим процессом резки и обычно делают более точный контур высечной формы.
Перемычки - обязательные связки, которые остаются в процессе резки контура в разных местах, для того, чтобы отрезанная форма полностью не выпала из основания штампа. Эти перемычки имеют специальное стратегическое расположение, обычно в тех пунктах, где у неё нет хорошей опоры. В стальных линейках вырезаются выемки, соответствующие по своему расположению перемычкам.
Из стали вырезаются ножи - полосы специальной длины, с тем, чтобы их можно было расположить в основании штампа высечки. После резки на линейке вырезаются контрольные метки, и её сгибают в нужную конфигурацию. Затем линейка вбивается (осторожно, но с силой) в деревянную основу штампа.
Рис. 4.4. Линейка, вырезающая контрольную метку, с силой вставляется в высечку в основании штампа.
Общая высота стальной линейки обычно составляет 15/16 дюйма (0.9372 дюйма), хотя подобные линейки могут быть и другой высоты. Если толщина основания штампа составляет 5/8 дюйма (0.625 дюйма), вмонтированная линейка выступает над основанием штампа примерно на 5/16 дюйма (0.3125 дюйма). Биговочнаялинейка на несколько тысячных дюйма ниже стальной линейки резки, поэтом}7 она не перерезает бумагу до конца. Биговочную линейку выбирают на основе толщины листа; для более толстых листов используют более низкую биговочную линейку, в то время как для более тонких листов применяют более высокие линейки для того, чтобы произвести оптимальную биговку.
После высечки основания отходы (облоя) необходимо убрать. Этот процесс может быть затруднительным, потому что лист должен оставаться на одном месте в течение всего процесса высечки под прессом. Если отходы возникают слишком быстро, в лучшем случае они создадут для вас помехи, но, скорее всего, заклинит пресс. Для того чтобы избежать эту проблему, делаются засечки или специальные «трещины» на стальной линейке. Эти трещинки предохраняют бумагу от окончательного обреза. Если специальным образом расположить засечки вдоль линейки, высеченное окно будет держаться на собственных скобках до тех пор, пока его намеренно не уберут. Количество, размер и расположение засечек зависит от таких важных факторов, как направление волокон, направление подачи листа и от сложности конфигурации самой высечки.
Засечки, хотя и являются необходимой частью производства, могут повредить целостности и художественному оформлению конечного продукта. Всегда предпочтителен чистый, острый разрез; после засечек остаются небольшие следы на кромке продукта. Умелые мастера по высечке пользуются специальной стратегией нанесения засечек на стальной линейке, используют незаметные области, как, например, приклеенные клапаны, или на задней части панелей, когда это возможно. К сожалению, невозможно полностью избежать нанесения засечек на заметных местах.
Штампы из стальной линейки обычно высекают полистно следующим образом: один лист за один раз. Этот лист подаётся в высечную секцию пресса, где его выравнивают и позиционируют под штампом; а затем с усилием лист придавливается и разрезается, высекается по контуру под давлением). Так как бумага имеет тенденцию оставаться в штампе, то вставленная в штамп резина приклеивается в нескольких местах вдоль высечной линейки. Эта резина сжимается в процессе резки под давлением пресса, но сразу же распрямляется и отбрасывает бумагу от штампа после высечки.
Автоматизация процесса
Можно автоматизировать различные стадии процесса вырубки с использованием штампа. Мы уже упомянули о роли лазеров в процессе вырезания паза для режущих линеек в основании штампа. Этот процесс пока является единственным способом значительного улучшения качества и точности изготовления штампа и точности самой высечки, потому что точность изготовления основания штампа во многом влияет на точность высечки. Изображение высечки с помощью АПР (CAD) - автоматизированное проектирование с помощью специальной программы компьютера - напрямую вносится в компьютер, который даёт команду механизму сделать пазы требуемой конфигурации в основании штампа для режущей или бигующей линейки. Так как один и тот же файл использовали для работы при изготовлении самого штампа и для создания изобразительного оригинала, высечка производится с чрезвычайной точностью. Многие специализированные профессиональные предприятия по обработке высечкой сделали инвестиции для внедрения этой технологии.
Автоматизированное оборудование для изготовления режущих и би- гующих линеек является вторым вариантом для процесса изготовления штампов для высечки. Автоматизированное оборудование для изготовления режущих и бигующих линеек разрезают, делают контрольные метки и сгибают стальные линейки в нужную форму. Обычно процесс линовки включает в себя создание шаблона, а затем измерение и обрезку вручную. Далее на стальной линейке делают метки, а затем уже постепенно вручную придают ей форму, используя различные шаблоны и опоры. Посадку линеек в пазы основания штампа периодически тестируют, а также делают различные модификации.
Автоматизированное оборудование для изготовления режущих и бигующих линеек в состоянии изготавливать точные линейки с большой производительностью. Для крупного производства необходима автоматизация с тем, чтобы быстрее выполнять процесс сгибания линейки, несмотря на то, что линейка всё равно должна быть вмонтирована в основание штампа вручную. Не существует автоматизированной эквивалентной операции для монтажа стальной линейки. Однако точность автоматизированного линования облегчает и убыстряет процесс подгонки по сравнению с полностью ручной обработкой линеек.Изготовление высечных штампов из стальной линейки
Изготовление высечных штампов из стальной линейки популярно во многих областях, потому что изготовление этих штампов стоит дешевле, чем других высечных форм. Процесс высечки с использованием стальных режущих и бигующих линеек является многосторонним и применяется как к листовым, так и к рулонным полуфабрикатам. Стальная линейка может разрезать различный материал, включая бумагу, пластмассу, картон и их сочетания.
В большинстве случаев при помощи стальной линейки изготавливают штампы в форме плиты, используя плоские штампы и тигельные печатные машины. Подающий механизм и выводной цилиндр печатной машины похожи на подающее устройство литографской печатной машины. Тигельные машины син- хронизированно разрезают листы на самой высокой скорости под огромным давлением.
Штамп закрепляется в раму. Крепление высечной формы (высеч- ного штампа) - это процесс закрепления штампа в металлическую раму, которую затем монтируют в машину. Выравнивание листа в процессе высечки так же важно, как и при печатании.
Для того чтобы обеспечить точное выравнивание (позиционирование) листа в ходе всего процесса переналадки, важно знать, какая кромка листа была зажимаемой, а какая направляющей и прилегающей к боковому упору во время печатания. Две одинаковые «верные» стороны используют в процессе всей работы при выравнивании на столе самонаклада. Так как приводка является критическим фактором для любой послепечатной операции, печатные листы нельзя обрезать перед высечкой для обеспечения контроля при позиционировании и выравнивании высекаемых листов.
Перед подготовкой процесса высечки мастер должен обеспечить правильную и постоянную величину давления на её штампе. Если давление будет непостоянным, одна сторона штампа будет функционировать, в то время как другая не будет. Если давление увеличивается, обе стороны штампа вовлечены в процесс высечки, но излишнее давление притупляет преждевременно режущие кромки линеек.